一分钟的时间,对于了解我们的哈尔滨 DN500螺旋钢管型号汇总产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:哈尔滨 DN500螺旋钢管型号汇总的图文介绍

聚力群达金属材料有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 哈尔滨冷拉扁钢、产品,严格按照国家标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
聚力群达金属材料有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


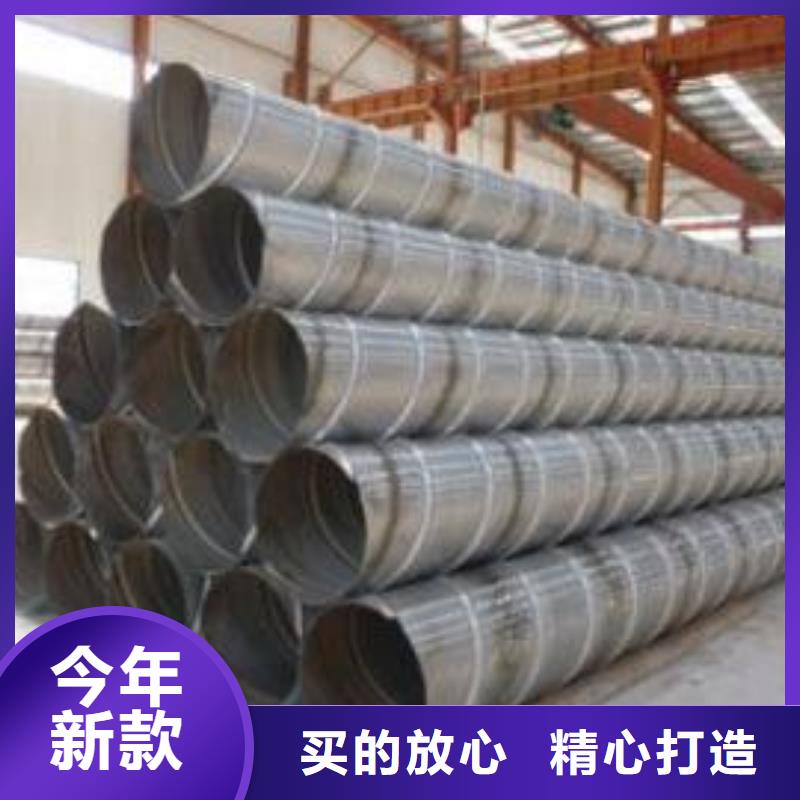
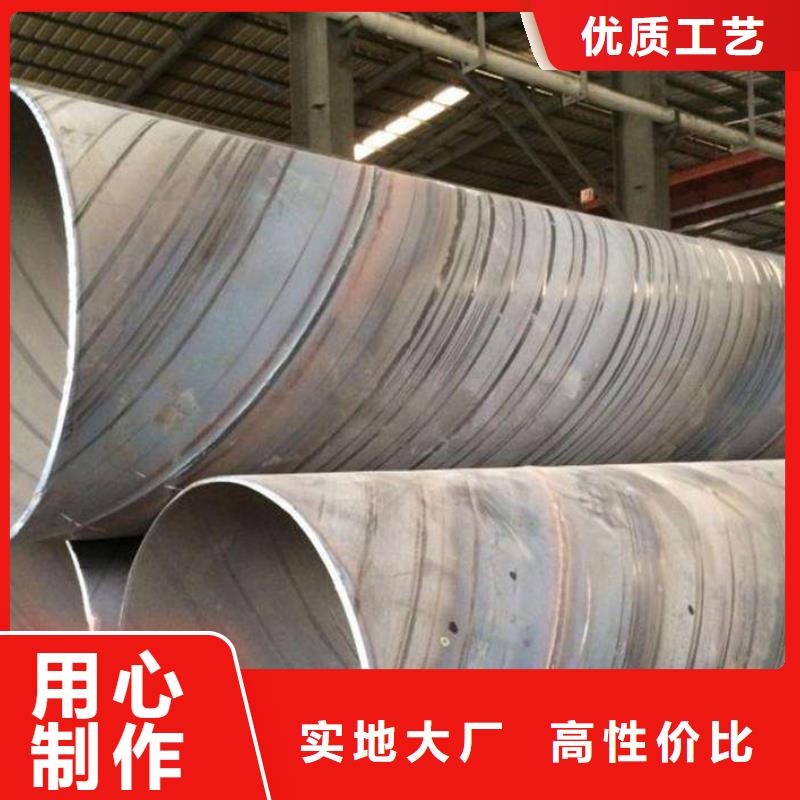
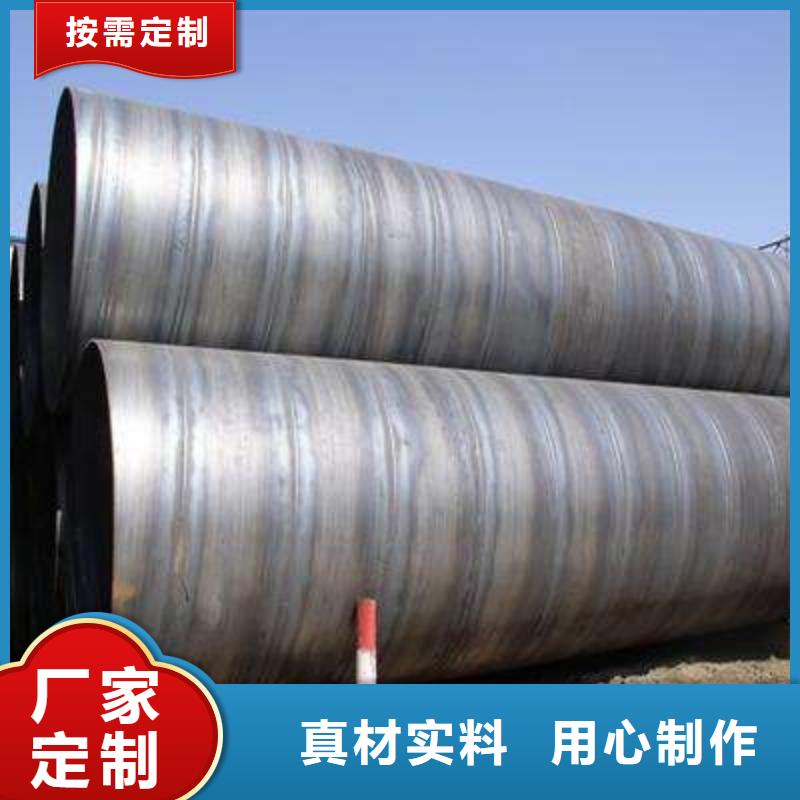
螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。



目前我国正积极发展钢结构行业。首先,积极扩展建筑钢结构用大口径螺旋钢管的品种,提高产品性能。包括优质焊接结构钢、哈尔滨高强度优质厚板、哈尔滨当地热成型管材、哈尔滨当地优质可焊铸钢等;扩大冷弯型钢和热轧H型钢的品种和规格,包括大截面冷弯管材、哈尔滨本地大截面H型钢和轻型H型钢等;合理推广采用耐候钢、哈尔滨当地耐火钢、哈尔滨附近Z向钢和药芯焊条等。其次,大力推动建筑钢结构的发展,进一步提高其应用技术水平。
我国的螺旋管结构应用要晚于西欧、哈尔滨同城北美和日本,但是近10年,钢管结构在我国得到快速发展。如长春体育馆、哈尔滨本地上海体育馆、哈尔滨本地虹口体育馆、哈尔滨当地广州体育馆、哈尔滨本地首都机场新航站楼、哈尔滨成都双流机场新航站楼、哈尔滨广州新白云机场航站楼、哈尔滨附近济南遥墙国际机场等,已大量使用钢管结构。其中,长春体育馆是我国首次使用大截面方钢管的国内 跨度的方钢管网壳工程;广州新白云国际机场航站楼屋盖是国内大型的圆管结构建筑,它的指廊和高架连廊则采用了方管结构。


9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、哈尔滨当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。




 扫一扫
扫一扫