为了让您更全面地了解我们的温州 当地 不锈钢复合管护栏-不锈钢复合管栏杆厂家供应,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:温州 当地 不锈钢复合管护栏-不锈钢复合管栏杆厂家供应的图文介绍

国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 最终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中最为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



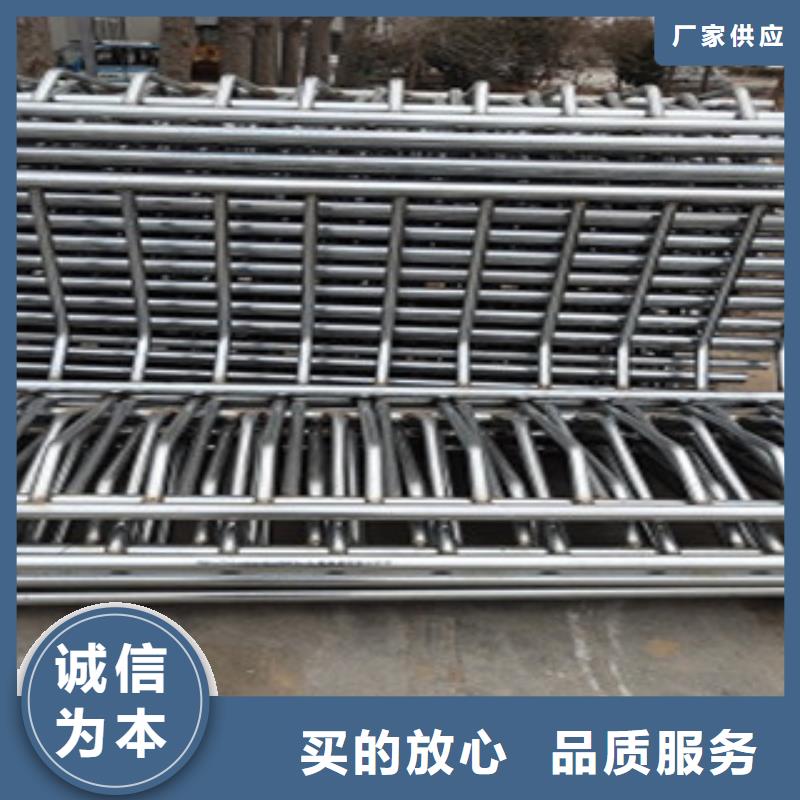
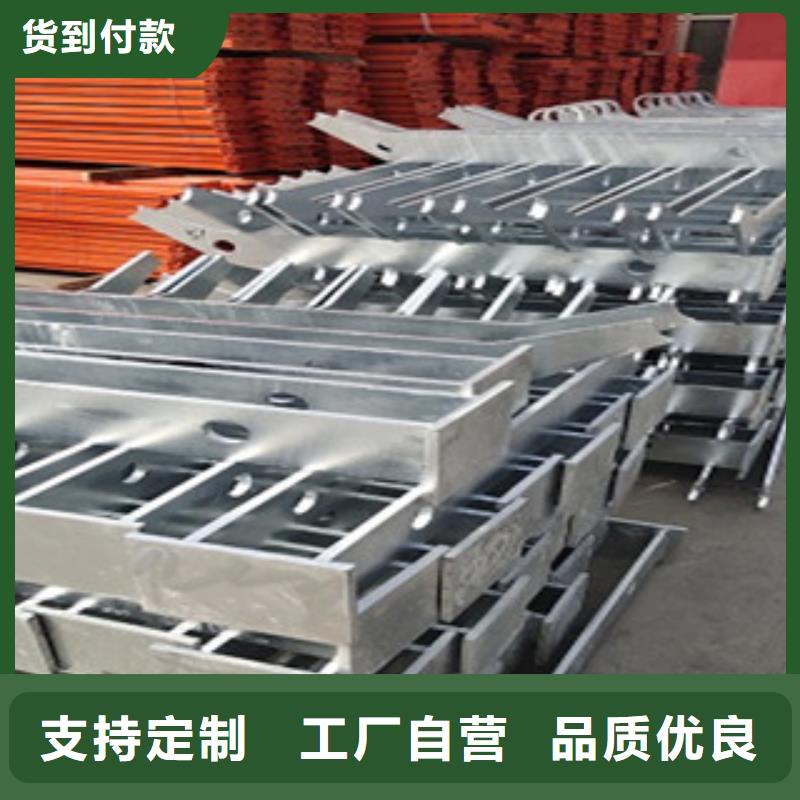
近期,山东俊邦不锈钢复合管厂所生产的不锈钢复合管护栏,采用氩弧焊接,并且所有焊接口严格加工流程破口,拼装,焊接,打磨,抛光等。全部人员技术水平国内 ,并且公司破口全部采用激光精准破口,没有误差,保证焊接更加圆滑平稳美观,并且没有漏点。现在市场长期由于价格便宜大多采用201不锈钢焊丝,由于高温融化及容易造成焊接处生锈,并且給后续交验和维护带来很多问题,公司现在不管哪种材质复合管均采用304优质不锈钢焊丝,虽然价格每吨比201焊丝高出6000多元,但是能保证其焊口不容易生锈,减少很多工程费用和后患,看似小事实则大事,可能由于采用201不锈钢焊丝造成焊口大面积生锈,处理难度大,维护成本高,并且容易处理后反复,对工程质量影响很大,再加上焊接水平差异很可能交工验收不通过,所以不能因小失大,提升质量层次,减少焊接隐患,现在对现场几组两种不同焊丝焊接效果做一比较,更加明白清楚,一定在质量上不会省小钱给客户造成 烦!



俊邦金属材料有限公司服务承诺
1、在客户正常的储运、保养、使用条件下,因【桥梁防撞护栏】产品的制造质量问题而不能正常使用时,提供三包(保修、包退、包换)服务。
2、在接到【桥梁防撞护栏】质量信息反馈时,将在24小时内提出处理意见,并做到100小时内赶到现场处理问题,待正常运转后,再分析原因,明确责任。
3、为出厂【桥梁防撞护栏】产品提供必要的技术文件和产品合格。
4、根据客户需求或协议及时提供备品、备件和安装、调试、维修服务及对客户有关人员进行技术培训。






 扫一扫
扫一扫